Ve své podstatě je STM hrot velmi jednoduchý, postačuje aby byl vodivý a ostrý. V prvních mikroskopech se proto používaly pouze rozstřižené dráty, se kterými se dalo dosáhnout rozlišení asi 1 nm. Pro vyšší rozlišení už začíná být nevýhodný nesymetrický tvar takovýchto hrotů a jejich neznámá elektronová struktura. Proto se začaly používat hroty připravované chemickým leptáním, které hrot ještě zbaví nečistot (významné jsou především izolující nečistoty, které mohou způsobit nestabilitu zpětné vazby). Ideální hrot by tedy měl být čistý, zakončený jedním atomem, dostatečně tuhý (mechanické vlastnosti ovlivňují skenovací rychlost, vyhovují makroskopicky tupé hroty), s jednoduchou elektronovou strukturou. Pokud se takový hrot nezíská přímo leptáním, podstupuje řadu vylepšovacích operací – odstranění oxidických vrstev, mechanické nebo emisní zaostření, žíhání v elektrickém poli (zvláště monokrystaly). V počátcích se používaly i poněkud drsnější metody, jako je zatlačení hrotu do povrchu vzorku (odloupne se vrstva nečistot, hrot se mírně přetvoří) nebo „ostření“ na smirkovém papíře (vytvoří se ostré výčnělky).
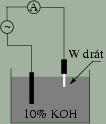 |
| Schéma leptání W drátu (bílá barva). |
Wolframové hroty Hroty z wolframu se připravují zpravidla elektrochemickým leptáním, což je metoda již dobře zaběhnutá v mikroskopiích FIM, FES a jedná se o anodické rozpouštění. K leptání může být použit stejnosměrný či střídavý proud.
[DC:] Drát je upevněn na mikroposuvném šroubu, je ponořen do elektrolytu a je zapojen jako anoda. Katodu tvoří cylindr z nerez oceli, elektrolytem je NaOH nebo KOH a leptání probíhá při napětí 13 V.
| katoda | anoda |
| 6H2O+6e-→3H2(g)+6OH- | W(s)+8OH-→WO42-+4H2O+6e- |
| W(s)+2OH-+2H2O→WO42-+3H2(g), E0=-1.43 V | |
Tvar a poloměr hrotu je určen meniskem, který se vytvoří po vnoření hrotu do elektrolytu. Čím je meniskus kratší, tím je výsledný hrot tupější. Pro kvalitní hrot by měla být udržována poloha menisku konstantní (mění se se změnou plochy v průběhu reakce), proto je drát upevněn na polohovacím šroubu. Leptání probíhá rychleji po stranách než z čela, vytváří se současně dva hroty, protože odleptaná vrstva teče po drátě dolů a tím chrání ponořenou část před rozleptáním. Kvalita hrotu závisí na rychlosti, s jakou je vypnuto napájení po přeleptání drátu a na délce ponořené části (čím je delší, tím je těžší a dříve upadne, tedy ještě před vyleptáním ostrého hrotu). Chceme-li použít horní konec jako hrot, musí se ihned po přetržení vytáhnout a opláchnout destilovanou vodou; při použití dolního konce je nutno nalít na dno vaničky ochrannou vrstvu, nemísivou s elektrolytem (př. trichlormetan). Při leptání je nutno doplňovat roztok, protože dochází k vyčerpání OH-. Vyrobený hrot má tvar hyperboloidu, ale velmi ostrého, který je pokryt oxidovou vrstvou.
[AC:] Mezi vnější válcovou elektrodu a drát je vloženo napětí cca 2 V, leptání je rychlejší než DC, vyrobený hrot je kónický, ale méně ostrý. Opět může být využita horní či dolní část drátu.
 |
| Fotografie STM hrotu z elektronového mikroskopu. |
Platinové hroty Dalším často užívaným materiálem na hroty je platina, z důvodu mechanické odolnosti ve slitině s iridiem. Lze je vyrábět mechanicky, ale lepších výsledků se opět dosahuje leptáním v různých roztocích (NaCN/NaOH, KCl/H2O/HCL, NaCN/KOH). Špičaté hroty s malým poloměrem se z Pt-Ir drátů připravují ve dvou krocích. Nejprve se provede leptání v objemovém rozpouštědle (60CaCl2/36H2O/4HCl) při 25 mV AC po dobu cca 5 minut, čímž se na drátku vytvoří zúžená oblast. Ve druhém kroku se provede jemné leptání. V drátěné smyčce z Au drží povrchovým napětím tenká vrstva leptadla, pomocí stereomikroskopu se do vrstvy umístí zeslabená část drátu a ta se průchodem postupně zeslabuje a pak krátkým dotykem zaostří. Výsledkem je hrot s poloměrem pod 50 nm, hladkým povrchem a vrcholovým úhlem 8°. Při výrobě hrotů je nutno zabránit vzniku povrchové vrstvičce uhlíku (bývá tlustá až 10 nm). Lze toho dosáhnout výrobou v N2 atmosféře a používáním vody, která byla předtím vyvařena (CO2 má vyšší tlak par). Pokud je vrstva na hrotu obsažena, odstraňuje se iontově (což je ovšem pomalé, 30 minut na hrot) nebo redukcí v acetylénovém plameni (nesmí dojít k rekrystalizaci či roztavení, nutnost přesné teploty).
Další materiály Mezi další používané materiály patří molybden (leptá se střídavým proudem), wolfram z jednoho krystalu, zlato (leptá se v roztoku HCl, glycerinu a čistého etanolu při napětí 7 V DC, mívá zubatou morfologii, podle jiných bývá naopak hladký, je velmi měkký) nebo nikl (povrch srovnatelný s W, netvoří se oxidy).
Zvláštní kapitolou jsou hroty pro elektrochemii (studuje jevy na povrchu v přítomnosti elektrolytu). Pro správnou funkčnost je nutné zabránit tečení faradaických proudů mezi hrotem a vzorkem, což lze pokrytím hrotu nevodivou vrstvou vyjma samotné špičky. Používají se různé izolační materiály. Pt hrot se např. kryje sklem, které se roztaví a vnoří se do něj chemicky leptaný hrot, míru pokrytí lze kontrolovat teplotou tavení, odkrytá plocha mívá velikost pod 1 nm2. Získaný hrot je však velmi křehký, navíc nelze použít sklo v alkáliích, proto je lepší způsob izolace hrotu voskem. Vosk se nanese nad zářez vyhřívané destičky a roztaví se. Do roztaveného vosku je pomalu zdola vnořen leptaný hrot a vyčká se ustavení rovnováhy, pak se hrot vytahuje nahoru, až přeruší vrchní vrstvu vosku. Protože vyříznutá štěrbina je na okraji chlazena, není vosk všude stejně tekutý. Na okraji je více tuhý a pokryje tam celý hrot, uvnitř je roztavený a zcela steče. Někde uprostřed je oblast, v níž dochází k pokrytí tak akorát.